17-08-2018
TDF SYSTEMS - SKID CONTENEDOR DE BOMBA
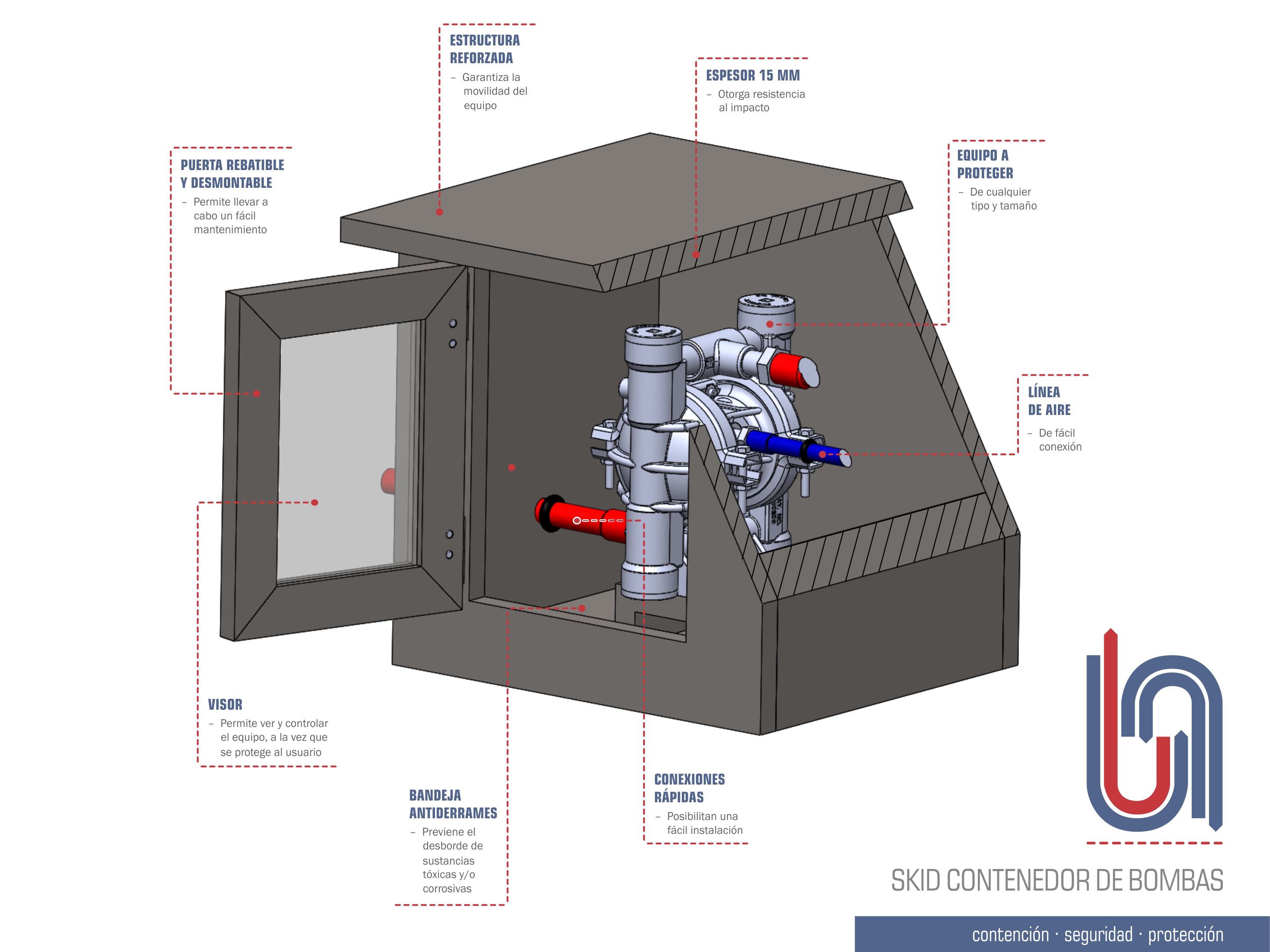
Nuestro departamento, TDF SYSTEMS, ha desarrollado un nuevo equipo de contención para bombas industriales, que permite la prevención de fugas de productos altamente peligrosos para el usuario y/o contaminantes para el medio ambiente.
Además de contener, protege a la bomba de agentes externos aumentando su vida útil.
Disponible en acrílico, polipropileno, PVDF y acero inoxidable; con tamaños adaptados a la necesidad de cada cliente.
Opcionalmente, a través de TDF SYSTEMS pueden incorporarse a este equipo elementos de automatización e instrumentación a fin de optimizar sus procesos; como, por ejemplo: comandos externos para el control de emboladas del equipo, o válvula solenoides para una dosificación precisa.


